

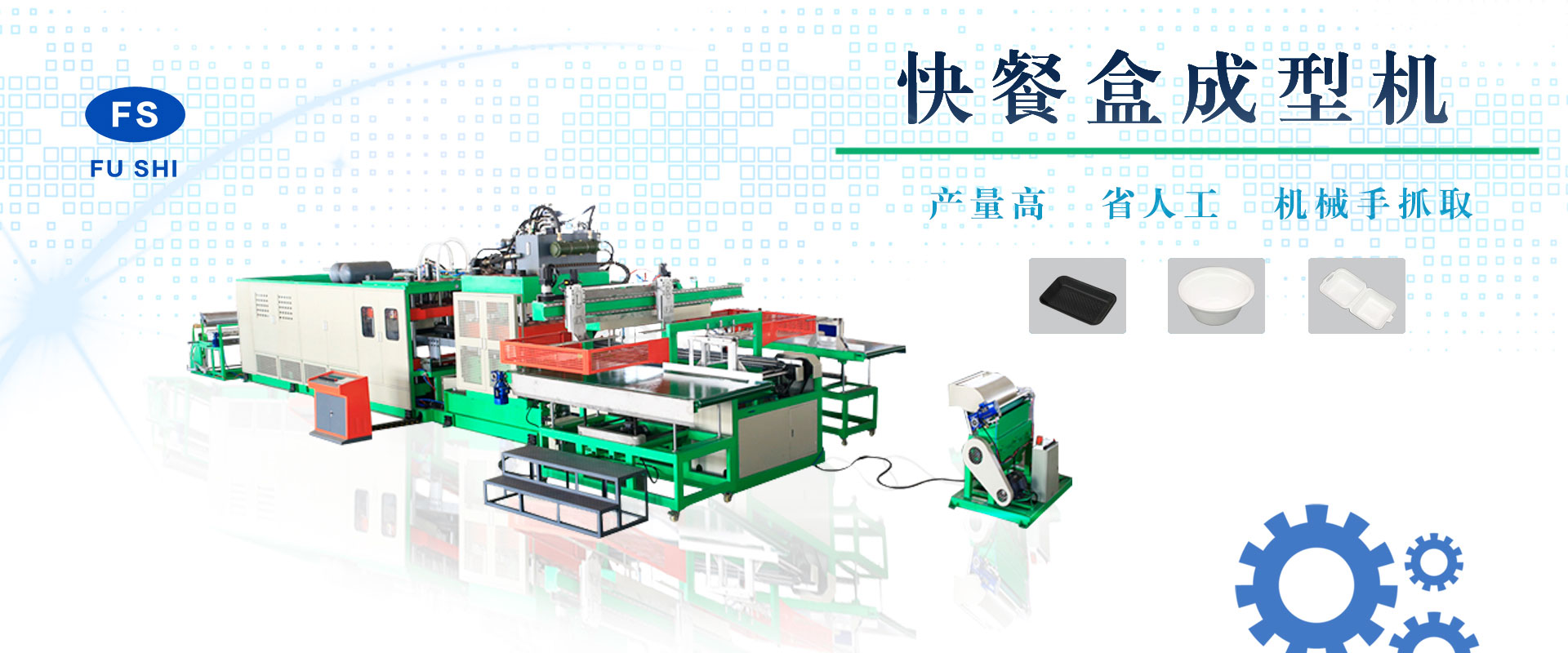
名称:龙口市富士包装机械有限公司
电话:0535-8522119
手机: 13705350285(柳经理)
15253598305(周经理)
15253598308(亓(qi)丽丽)
15253598317(鲍丽)
邮箱:webmaster@fushijixie.cn
传真:0535-8635389
网址:www.fushijixie.cn
地址:山东省龙口市兰高工业园兰兴路1号

对于许多没有了解过挤出机的人来说挤出机的操作是非常神秘的,而且还有许多已经,或者正在使用挤出机的人对于挤出机的正确操作规范也不是很懂,今天我就在这说一下挤出机在使用中的注意事项。
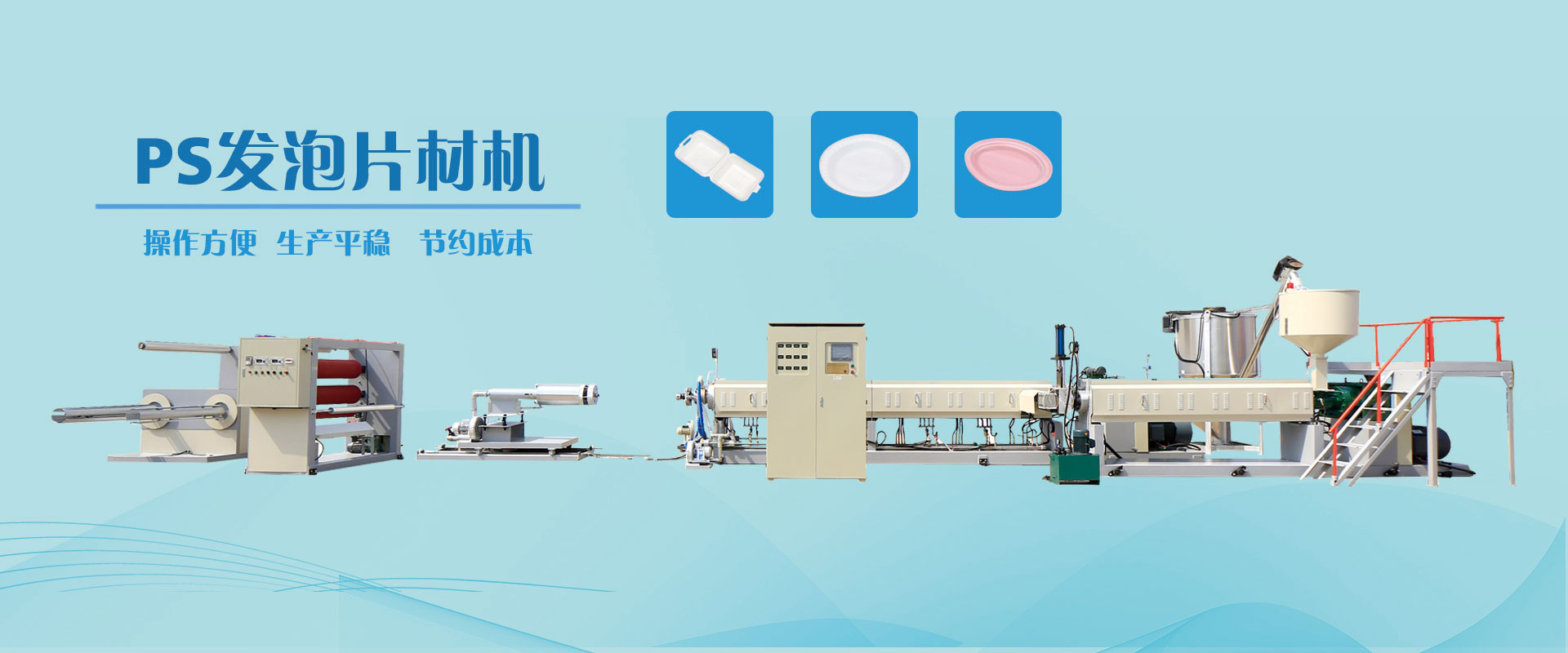
挤出机的使用中操作工应该注意的事项:挤出机操作工应熟记挤出机使用说明书中的操作规定要求和操作顺序。推荐富士塑料发泡挤出机,品质出众!开车前应检查设备上各连接部位螺钉、螺母是否牢固;各润滑部位是否加足润滑油;油箱中润滑油量是否在规定油位指标内。
检查料斗内是否清洁、无任何异物。检查生产原料是否符合质量要求;如原料质量合格,向料斗内加料,加满为止。验证螺杆的结构是否符合生产工艺要求。确认机筒内清洁、无任何异物后,安装过滤网、分流板和成型模具。按原料塑化工艺条件要求调整设定控制箱上自动控制仪表温度。加热系统启动,机筒和模具加热升温。达到工艺要求温度时,恒定加热1.5h以上,以保证各部位温度均匀。手动盘车V带轮部位,应转动灵活、轻松,无阻滞现象。
启动润滑油泵,检查润滑油管路是否通畅、润滑油供应位置是否准确。润滑油工作供应3min后,调整主电动机转速旋钮至零位;低速启动螺杆转动主电动机工作。同时观察主电动机电流表指针摆动情况,应在规定负荷范围内。注意:螺杆空运转时间越短越好,最长不应超过3min,以避免划伤螺杆和机筒。打开料斗喂料闸板,要少而均匀、缓慢喂料。
启动冷却装置。开通冷却水供应系统。启动牵引装置。检查从模具口挤出的熔料塑化质量必要时可适当调节工艺温度,达到熔料完全塑化均匀时,安装定径套。如果从模具口挤出的管坯走向偏斜,要立即调整口模与芯棒间的间隙。调整时,先松开管坯壁薄侧管坯弯向侧的调节螺钉,再紧管坯壁厚侧的调节螺钉,直至管坯直线运行出料。注意:在调整口模与芯棒间隙或观察熔料塑化质量时,操作工不能正面对着模具口,以防止有时熔料分解喷出烫伤操作者。管坯挤出调节正常后,管坯引人定径套,人水槽,入牵引机,适当调节牵引速度与管坯从模具口挤出速度匹配。切断管制品,取样。检查管制品质量及尺寸应符合生产规定的质量要求。检查管制品质量合格后,设备工作运转声音无异常,各电流负荷正常,可提高螺杆工作转速至正常生产速度。
应把塑料挤出机设备,安置通风位置,保证电机工作热量散发,延长其寿命;机器应保持良好接地。定期检查刀具螺丝,全新机使用1小时后,用工具紧固动刀,定刀的螺丝,加强刀片与刀架间的固定性;应定期对轴承加注润滑油,保证轴承间的润滑性;为保证刀具切口的锋利度,应常检查刀具,保证其锋利度,减少由于刀锋钝缺而引起其它部件的不必要损坏;定期检查皮带是否松驰,及时调紧。重启动——第二次启动前,应先清除机室所剩余的碎料,减少启动阻力.应定期打开惯性罩和皮带轮罩,清除法兰盘下方出灰口,因破碎机室排出粉料进入转轴轴承.更换部件——更换刀具时,动刀与定刀之间的间隙:20HP以上破碎机0.8MM为佳,20HP以下的破碎机0.5MM为佳.回收料越薄,间隙可适当调大.


扫一扫,关注我们
电话:0535-8522119 |
手机:13705350285(柳经理) 15253598305(周经理) 15253598308(亓(qi)丽丽) 15253598317(鲍丽) |
邮箱:webmaster@fushijixie.cn 网址:www.fushijixie.cn |
地址:山东省龙口市兰高工业园兰兴路1号 小程序名称:快餐盒、珍珠棉设备、果品分选机 |


