

名称:龙口市富士包装机械有限公司
电话:0535-8522119
手机: 13705350285(柳经理)
15253598305(周经理)
15253598308(亓(qi)丽丽)
15253598317(鲍丽)
邮箱:webmaster@fushijixie.cn
传真:0535-8635389
网址:www.fushijixie.cn
地址:山东省龙口市兰高工业园兰兴路1号

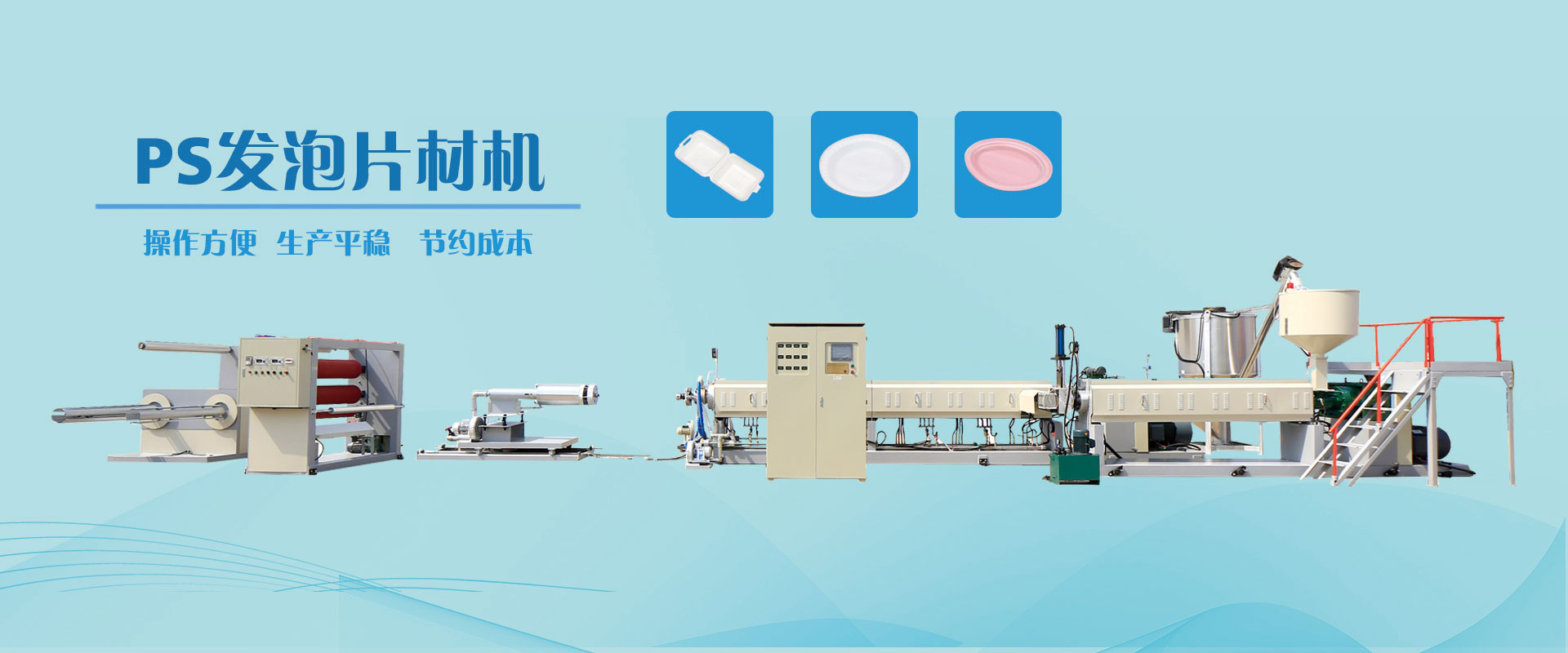
随着我国塑料生产行业的快速发展,很多客户会去采购更大的生产能力的设备提高产量。有些客户来我们公司商谈业务时,看到厂房内摆设的设备有时会提问到:为什么现在的挤出机螺杆上面怎么加装了水冷装置?订购PE发泡网机,来龙口富士。
单螺杆挤出机的产能一般与螺杆直径D的平方是成正比的,但是螺杆直径提升了后,生产能力得到正比的提升。但是这样做就会产生新的问题,增大螺杆直径虽然能极大的提升螺杆生产塑料的能力,可是如果原材料进入螺杆的速度并不是简简单单的增大进料口可以决定。当进料速度小于螺杆的挤出能力就出现了很大的问题。
一般情况下小口径的塑料挤出机,只需要采用最简单的重力加料方式就能提供足够的进料能力。但是随着螺杆直径的提升,不得不采取强制喂料方式给塑料挤出机提供足够的原材料。从这个方面上讲我们只要提供强力的强制喂料的方式就能解决进料速度慢的问题,但这么说是很片面的。强制喂料只能辅助提高一定的喂料速度。因为塑料挤出机螺杆的直径提升,主机的功率也提升了,整个螺杆内的原材料快速摩擦后温度极速的升温,原材料很快的就失去了固体的摩擦性质。
为了解决上面出现的问题,这里大螺杆挤出机的进料口不得不加装了冷却设备一般采取水冷和空气冷却两种,使被输送的物料的不会软化,保证了物料的固体摩擦性质。同时机筒加料段内壁开设数条纵向沟槽,增加了表面的摩擦系数。采用了这些方法后,输送能力可以提升一倍。最终解决了大螺杆挤出机的进料问题。
单螺杆塑料挤出机等升温以后具备挤出的条件了,薄膜进入压缩仓以后必须等原料升温到一定程度再能开挤出机,有很多客户开启压缩仓以后就开启挤出机,这样就会出现一个问题,一开始模具会有原料出来,但是开机一段时间以后就会发现原料断了,螺杆进料口不进料了,但是压缩仓还在一直进料,这个时候挤出机就应该停掉,必须等压缩仓里的料温度升上去,这个过程可以观察原料的变化,原料经过里面的刀盘和桶身摩擦以后会慢慢收缩,必须原料收缩后变成丝条状,或者小颗粒正好,这样原料才会从进料口进入挤出机,一般薄膜收缩温度在110度左右,观察料的同时观察电机的电流,电流达不到额定电流的百分之80以上压缩仓里的料不够,温度也上不去。这二者是缺一不可的,只有达到上述两点,压缩仓才能顺利的进料到挤出机,从而保证挤出机可以不断料的挤出造粒!


扫一扫,关注我们
电话:0535-8522119 |
手机:13705350285(柳经理) 15253598305(周经理) 15253598308(亓(qi)丽丽) 15253598317(鲍丽) |
邮箱:webmaster@fushijixie.cn 网址:www.fushijixie.cn |
地址:山东省龙口市兰高工业园兰兴路1号 小程序名称:快餐盒、珍珠棉设备、果品分选机 |

